Introduction
This article deals with the causes of wire rope wear, and 3 methods of inspecting for wear.
Wear occurs in all running crane rope subject to contact with metal sheaves, drums, and other guiding components.
Causes of Wear
This section covers some common factors that may accelerate the progression of wear in wire rope.
The section finishes with a few recommendations to help prevent wear.
Wear in Wire Rope
Crane Design Factors
1. The size of the drum and sheaves
The smaller the D:d ratio (the size of sheave/drum compared to the rope diameter), the greater the pressure exerted on the surface of the rope. A reduced contact area causes increased pressure.
2. The number of sheaves
The more complicated the reeving, the more contact points exist with the rope. More contact points mean more wear.
3. Large fleet angles
The greater the fleet angle between the drum and sheave, the greater the pressure exerted on the rope.
4. Drum spooling arrangement
Multi-layer drum spooling causes much more wear than single-layer drum spooling. The accelerated wear is due to the increased rope to rope contact seen in multi-layered applications.

Mobile Cranes often use multi-layered drum spooling which can cause increased wear in wire rope.
Crane Usage
5. Condition of the drum, sheave(s) and guiding components
As sheaves wear, they begin to 'mirror' the rope in a process known as scrolling. Scrolling results in greater frictional forces between the rope and sheaves.
6. Rate of acceleration and speed of operation
The more aggressively hoisting is performed, the greater the forces of acceleration. Greater forces of acceleration lead to increased wear as the rope may distort under these conditions.
7. Incorrect Operation
Dragging the load or hoisting and traversing simultaneously at high speed can cause the rope to swing from side to side. Swinging leads to heavy side loads on the sheaves and drum grooves, causing wear.
Application
8. Inappropriate design load/factor of safety and duty Rating
Cranes are generally manufactured to a safety factor of 5:1 with the expectation that most operators will run at a smaller load the majority of the time. If the crane is frequently used at loads approaching this limit, there is a good chance a higher duty crane is required.
Recommendations
Purchasing
When purchasing a new crane, ensure the capacity is sufficient to cope with the work it will be performing. Not only will this extend rope life, but it will also reduce maintenance requirements and subsequent downtime.
Lubrication
Wire rope lubricant has two purposes; corrosion protection and friction reduction. A purpose-made wire rope lubricant applied periodically will dramatically improve service lives.
Tip: Translucent lubricant not only performs the functions above but also makes visual inspection significantly easier.
Operating Practices
A well trained, efficient crane operator can substantially increase rope lives leading to less wear on the rope as well as less damage.
Methods of Inspecting For Wear
This section provides 3 possible methods of inspecting for wear in wire rope.
1. Mark I Eyeball
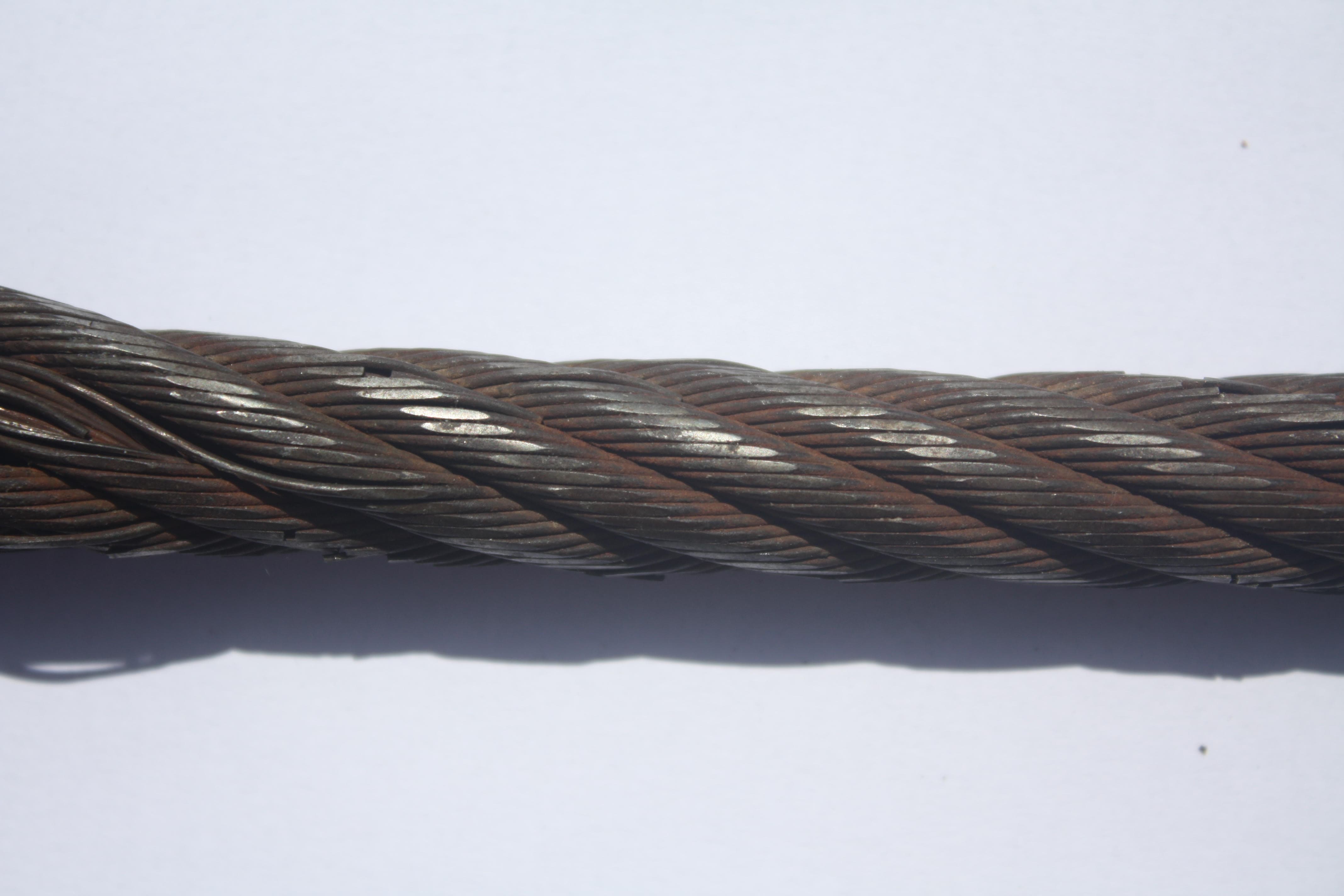
External wear is usually visible on the surface of wire rope. However, in the case of light wear, this may be harder to spot. With conventional, as opposed to compacted ropes, a visible flattening of the wires can be observed.
As shown in the diagrams below, the gap between the apex of the wires reduces with increased wear.
Important: This method is less effective when dealing with wire rope with compacted outer strands.
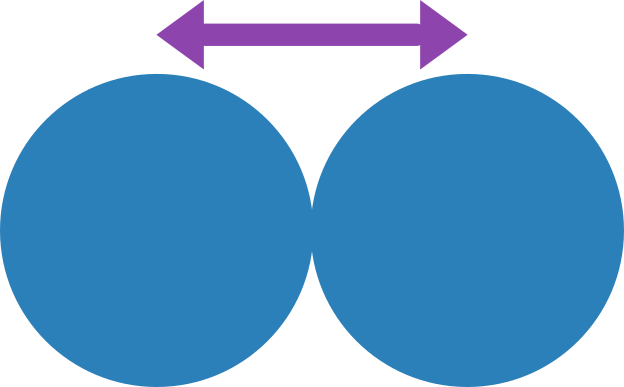
No Wear - Diagram Illustrating the large apex gap.
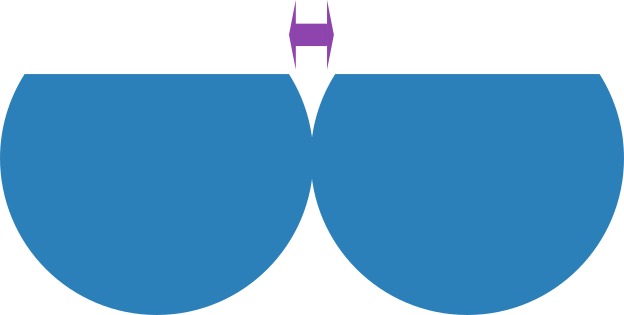
Heavy Wear - Diagram Illustrating the reduced apex gap.

Severe Wear - Diagram Illustrating the lack of an apex gap.

Light Wire Rope Wear

Heavy Wire Rope Wear
Severe Wire Rope Wear
2. Diameter Measurement
Although the method above is a quick and effective way of assessing external wear, measuring the rope's diameter should always be the preferred option.
ISO 4309 details the percentages for discarding a wire rope due to wear alone. The list below shows the discard criteria for diameter loss.
- 6 and 8 strand ropes with Fibre Core- 10%
- 6 and 8 strand ropes with Steel Core- 7.5%
- Rotation Resistant Ropes- 5%
To obtain the percentage diameter loss, subtract the measured diameter from the reference diameter, divide this number by the nominal diameter, and multiply the result by 100. (Rope IQ performs these calculations automatically.)

Formula to calculate loss of diameter in wire rope.
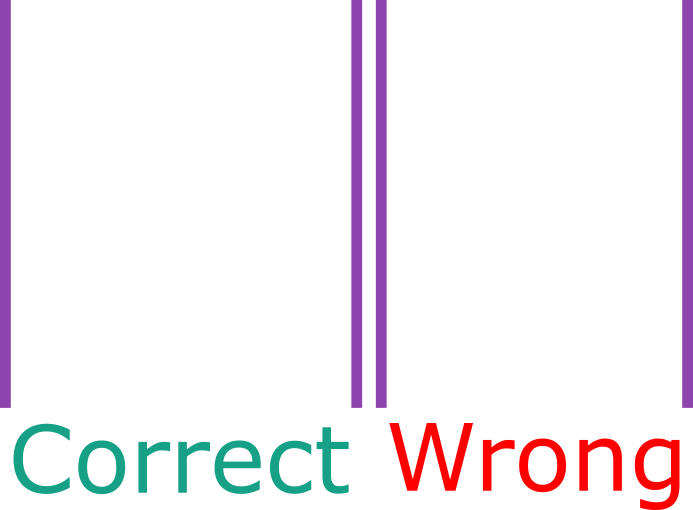
Diagram Illustrating the correct way to measure wire rope diameter.
3. Magnetic Resonance Testing
Non-Destructive examination of ropes is also an effective way of determining the level of wear.
The discard criteria for loss of metallic cross-sectional area over a length of 30 diameters is 10%.
Conclusion
If not strictly monitored, wear in wire rope can be especially dangerous. This article provides eight causes of and three effective methods of identifying wear and the appropriate discard criteria.
Although Method 1 is useful for identifying wear, we recommend only using it as a quick check and not to make discard decisions.
Thanks for reading! If you enjoyed the article, be sure to give the Rope IQ LinkedIn page a follow so you can keep up with our updates by clicking the button below!
Again, thanks for reading,
The Rope IQ team.
Want to find out how our software can help your business?
Request a quick 30 minute demo to find out.
Request a Demo